本文为笔者依据产品图所示,加以设计及改良,制作了凸轮轮廓向径转用检测仪之阐述,并达到处理法和产品要求的测量目的。且由实验证明该产品为一种凸轮轮廓检测的理想精密测量用仪器。
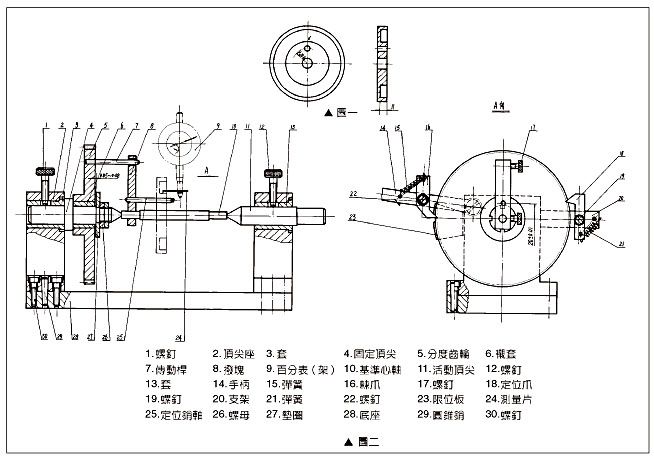
本公司承接一批外凸轮的加工,凸轮的形状如图一所示。它的0°起点如图所示的R20上处。厂家提出─定要严格按产品图验收。该凸轮其中最主要的一条验收标准是每2°就要严格检查其凸轮轮廓向径对0°的方向径升、降值的大小是否在其公差之内。
笔者根据图一所示的产品和其处理法要求,设计并制作了如图二所示的凸轮轮廓向径转用检测仪,达到了处理法和产品要求的测量目的。完善了检测手段、测量数据准确可靠,无需任何的技术处理,即可判断是否在公差之内,也对凸轮的生产起到了保证质量,促进大批量生产的作用。备受厂家和检验人员欢迎。现对该检测仪作如下介绍︰
检测仪的结构组成
该检测仪由底座部份,固定顶尖座部份活动顶尖座部份,测量部份等四部份组成。
其由
1.螺钉 2.顶尖座
3.套 4.固定顶尖
5.分度齿轮 6.衬套
7.传动杆 8.拨块
9.百分表(架) 10.基准心轴
11.活动顶尖 12.螺钉
13.套 14.手柄
15.弹簧 16.棘爪
17.螺钉 18.定位爪
19.螺钉 20.支架
21.弹簧 22.螺钉
23.限位板 24.测量片
25.定位销轴 26.螺母
27.垫圈 28.底座
29.圆锥销 30.螺钉
等主要零件组合而构成
各零件相互之间的组成、设计原理及技术要求
◎件号3与件号13同顶尖座内孔之间的配合为H7/m6、件号6的内孔同件号4的外圆为F7/h6配合、件号6的外圆同分度齿轮测具件号5的配合为H7/m6。为防止因频繁长期使用固定顶尖件号4松动,故设计了用件号1将其销紧。件号13与件号11之间的配合为F7/h6、件号14、件号20、件号23全部用螺钉固定在件号2上。
◎根据产品图的要求:每2°就要检查其凸轮轮廓向径对0°值的升降大小是否在公差之内。依据此要求笔者专门设计了m=1,z=180、压力角为20°的标准齿轮、精度等级为6-DC,经精确加工、严格检验合格的专用于分度的齿轮,其表面淬火为40~45HRC。这一分度用齿轮从理论上恰好满足了产品和处理法要求。并在分度盘齿轮上对准齿形的槽底精确并用分度的办法刻上0.3的宽的刻线,且在刻线附近依次分别刻上0、2、4、6…等字样。该零件同件号6装配后磨平、装在件号4上同件号27和用两个螺母件号26销紧后,保持同件号27之间的间隙0.05~0.08之间,这样才能使分度盘齿轮灵活转动。
◎从产品图中可以看出该凸轮0°起点测量位置恰好在R20上处。我依此设计了专用的拔块件号8、其尺寸20±0.01依据R20做成,件号10其准轴工作部份的工作尺寸做成是1:2000的锥度。测量时将零件装入件号10套紧、用件号25从凸轮零件R20处的孔中插入直至进入拨块件号8的孔中,这样就确定好了凸轮的0°起点测量位置。测量片是经专门加工的厚约0.5,热处理56~61HRC,形状如图所示。按图所示位置,旋下百分表上的小测头,装上测量片,再装上小测头旋紧即可使用。件号23限位板上的缺口尺寸是在装配时修配达到装配要求,使件号14手柄拨动一下,件号5分度一齿。件号16是棘爪,件号18是定位爪。棘爪的工作作角度是45°,定位爪的工作角度是160°,它们分别在弹簧件15、件21的作用下工作、分别起到各自的作用。弹簧的参数是件号15,1.2×14×20、件号21,0.8×14×25。
检测时的操作与读数
◎测量零件时先用件号10从小端插入被测零件内孔、插紧。按图示位置将件号7、件号8装配好后,将件号10装入固定顶尖件4上、移动活动顶尖,将件号10调整好后用件12销紧件11。此时用件25从被测零件R20处孔口中插入直至进行到拔块件号8的孔中,旋紧螺钉件17(两件)。此时被测零件起始点已对好,用件号17锁紧传动杆件7和件10,此时零件已完成测前准备。
◎将已装上测量片的百分表, 表架移至零件被测位置,百分表对零位(或某个数值)这就是0°时的读取。此时施力于手柄件号14、棘爪件16因其工作部成45°角,当处于图示位置时,会拔动分度盘用齿轮转动,当转一齿时即被件号23槽口下面挡住(装配时修槽口)拔不动,与此同时件号18定位爪因其工作部份是成60°,在力的作用下使分度齿轮齿形沿定爪60°面滑动,使分度盘向前拨动一齿。当件号16被件23槽口挡住时,在弹簧力的作用下棘爪和定位爪都会自动进入分度盘齿形内,牢牢的卡住分度盘齿轮,分度盘不转动,此时读下百分表的读数,这就是2°时的数字,也就测出了相对于0°位置盘,降值的大小。此时向上轻提手柄件14,件16,45°角的上方会自觉沿齿形滑动,当被件23槽口上面挡住时,在弹簧力的作用下棘爪会自动进入上一个分度盘齿形内,为测量下一个2°的向径尺寸作好准备。如此循环下去直至测究分度盘拨转一圈每转一齿的全部数字,也就全部测出了凸轮轮廓每2°的向径相对0°位置升、降值的大小,根据这些数据来判断零件是否合格。
该仪器制造简便,结构不复杂,操作方便、快捷。又由于分度盘齿轮上刻有数字标记它也可以测量被测凸轮的任一位置中的数据。经实验证明它是一种凸轮轮廓检测的理想精密测量用仪器。